Liquid Ring Vacuum Pump In Ceramic Vacuum Filter
Liquid Ring Vacuum Pump In Ceramic Vacuum Filter
Precision ceramic vacuum filter features:
1. High vacuum (vacuum 0.09-0.098 MPa), low moisture filter cake.
2. The solid content of filtrate is less than 50 ppm. It can be reused to reduce emissions.
3. Compared with the traditional filter equipment, the energy consumption can be saved by more than 90%, the energy consumption is low and the operation cost is low.
4. Compared with traditional ceramic filters, filter cake washing is added, which is suitable for washing materials.
5. The use of PLC and computer combined with automatic valve control, high degree of automation, reduce labor intensity.
6. Compact structure, small area, easy installation and maintenance. Liquid Ring Vacuum Pump in Ceramic Vacuum Filter
7. The advanced drainage system can be used under any working conditions.
Precision Ceramic Vacuum Filter Principle :
Slurry suction zone: When working, the filter plate immersed in the slurry is combined with vacuum pressure under capillary action, and the surface is adsorbed into a layer of filter cake. The filtrate enters the distribution valve through the filter plate to the drainage tank.
Leaching area: After the filter cake is turned out of the slurry hopper, the filter cake is sprayed and washed.
Drying zone: The filter cake continues to dehydrate under the action of high vacuum force of water ring vacuum pump.
Discharging area: In the absence of vacuum, the scraper discharges automatically.
Backwashing: Industrial water or filtrate enters the ceramic plate through a distribution valve and is cleaned from inside to outside. Clean the blocked micropore. After a period of using the ceramic plate, the ceramic plate can be cleaned by the combination of ultrasonic wave and low concentration acid in order to keep the high efficiency of using the ceramic plate.
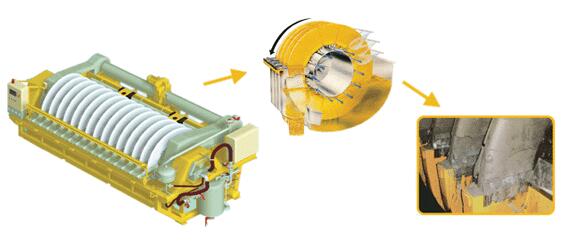
Effect diagram of ceramic filter:
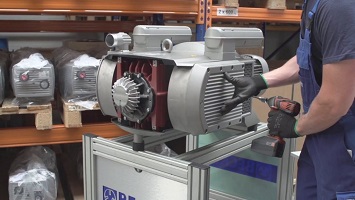
Main components: filter board, main engine, air-water mixed constant pressure backwashing system, control system.
liquid ring vacuum pump Application :
At present, liquid ring vacuum pump has been widely used in the dewatering of non-ferrous metals, rare metals, ferrous metals, non-metallic concentrates and tailings in mines, oxides, electrolytic slag, leaching slag, dewatering of slag and acid treatment of waste sewage sludge in chemical industry. Material fineness ranges from – 200 to – 450 meshes and various superfine materials.

